In the current industrial revolution, several manufacturing companies are coming up with the aim of satisfying the market. However, sometimes things fail to work as anticipated.
EXAMPLE
A company may end up designing poor products. This might lead to public outcry or even damage to the company’s reputation.
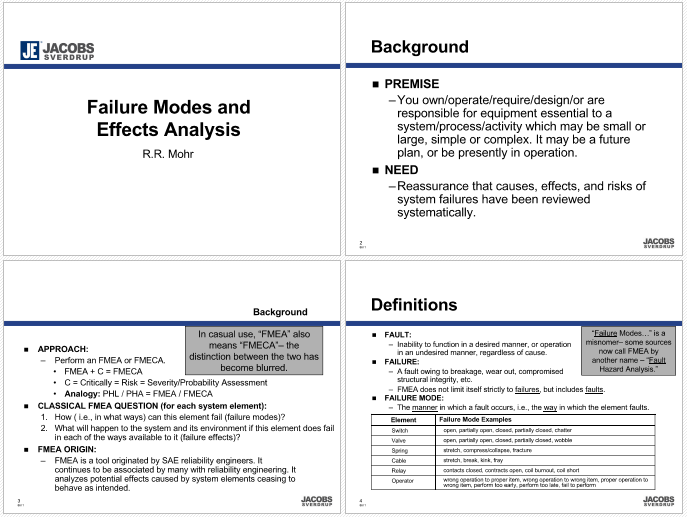
It is for these reasons that Failure Mode and Effects Analysis (FMEA) comes in. The FMEA was first developed in the early 1950s to ensure reliable production system in the manufacturing sector. Up to date, the system has been proved effective in lowering the possibilities of failure and the production of substandard products/services.
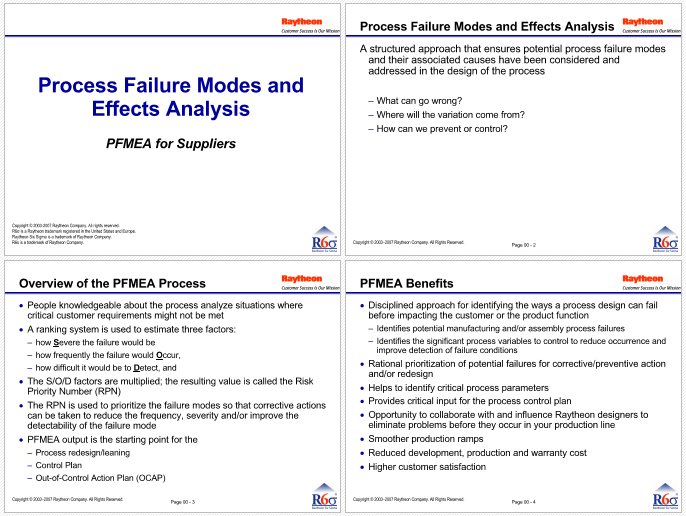
What is Failure Mode and Effect Analysis?
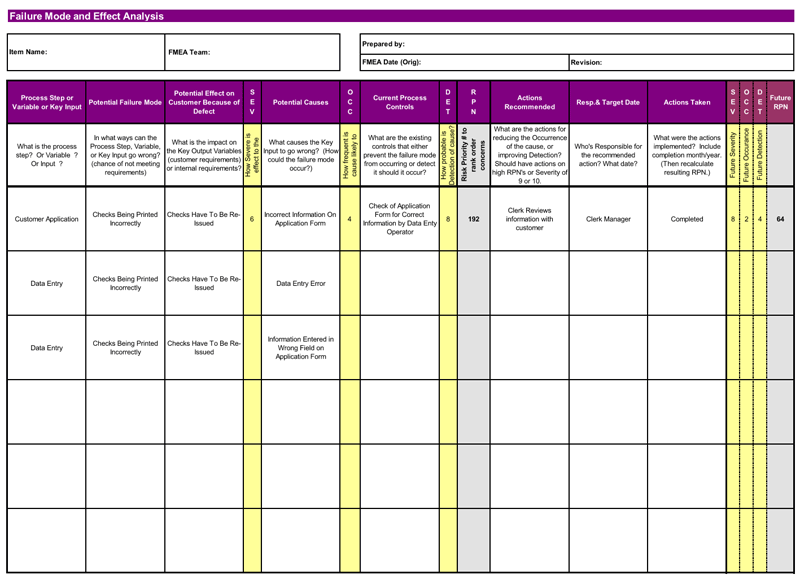
In its simplest definition, a Failure Mode and Effects Analysis (FMEA) is a risk management tool that aims at identifying and quantifying the influence of potential failure(s) in a production process. Failure modes refer to the processes in which something can fail. On the other hand, effects are ways in which failures can result in destructive consequences.
Usually, finding a problem/failure within the early stages of product development helps reduce time delays as well as expenditures. FMEA enhances innovation and design of products through the application of the knowledge and experience obtained from the assessment and exploration of the possibility of malfunctions.
The process of FMEA
Usually, the process of FMEA is arrived at after assessing a number of factors such as:
- Materials used in the production
- Methods used
- Human factors
- Machines deployed
- Environmental factors
Benefits of conducting an FMEA
A failure mode and effect analysis is usually done to help in identifying failure or malfunction at its earliest stage of product design.
When such problems are identified in advance, it helps the company to:
- Come up with an alternative choice to mitigate the risk
- Improve the manufacturing design and assembly
- Utilize the local or standard work plan
- Improve collaboration between the design of the product and the process of production.
When to Perform a Failure Mode and Effects Analysis
Usually, there are several situations where FMEA becomes a necessary tool these includes:
- When planning to apply an existing product or process in a new way.
- When a product or process is being designed or redesigned.
- Before establishing regulatory plans for a new or redesigned process/product.
- When assessing failures, malfunctions, or defects of an existing product or process.
- When planning to implement new goals for an existing process or product.
- Lastly, an FMEA should be sporadically done throughout the lifetime of a product or process.
How to Conduct Failure Mode and Effects Analysis
For many, conducting a Failure Mode and Effect Analysis can be a daunting task. However, in order to make everything simplified for you, we have provided a step by step guideline to help you through. Nonetheless, it’s important to note that the procedure given below is just but a standard one. Therefore, specific details vary with the standards of different companies or organizations.
Review the process
First and foremost, it’s important for you to review the existing process and get familiar with its operation. Here, you can use a process flowchart to help you familiarize yourself with each process component. Also, you can break the FMEA into smaller manageable units, if at all you find it too big. List every detail in the FMEA table.
Brainstorm on potential failure modes
This is the second step in conducting an FMEA process. You can review the entire documentation with an attempt to identify the possibility of failures happening within the process components. Ensure your review process is exhaustive and that everything is taken into consideration. You should be able to generate a list of different potential failures.
Note down the potential effects of each failure
After you have listed down the potential failures that a product/process will have on the end product, you now need to create another list- this time, the effects of each failure of a component. In each failure, you are likely to come up with more than one effect.
Rank according to the severity
Here, you need to rank the effects of each failure based on their severity.
EXAMPLE
The effect with the worst consequence to the consumers should be listed at the top, while that effect with the least consequence listed last.
Assign occurrence
Here, you need to list down all the possible causes of failures. For each cause, identify its occurrence, O. the occurrence rating helps determine the probability of the failure happening within the lifetime of the product/process. On most occasions, the occurrence is usually rated on a scale of 10, with 10 being unavoidable occurrence and one being very unlikely.
Identify the detection
For each cause of failure, identify the control mechanisms that can prevent the failures from reaching the final consumer. Also, determine the rate by which those controls can be detected before reaching the customer. Just like the occurrence, the detection is also calculated on a scale of 10, where 1 represents absolute certainty of detecting the failure and 10 representing unlikeliness to detect the problem.
Calculate the Risk Priority Number (RPN)
The Risk Priority Number (RPN) is often calculated by multiplying the occurrence by severity by detection, i.e. (severity occurrence x detection). This calculation helps in ranking the potential failures in the order they should be addressed.
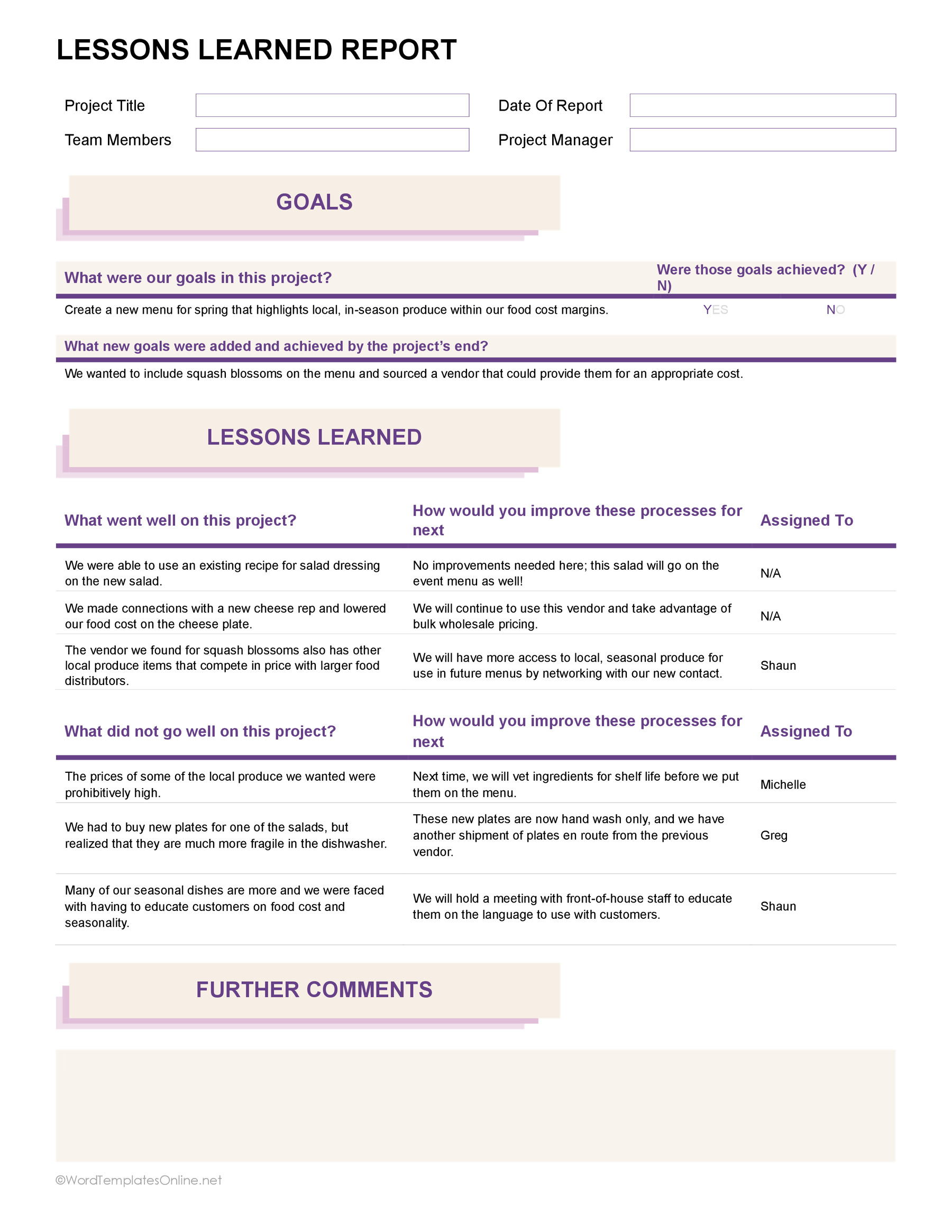
Create an action plan
Here, you should come up with a work plan on how you should address the failures. It’s recommended that you first address failures with the highest RNP. You can decide to add more controls to improve the detection or any other action that can reduce the severity or occurrence.
Monitor the success
The last thing you should do is to reevaluate the potential failures once improvements have been made. This will also help you determine the effect of improvement in your FMEA.
A Brief Sample of FMEA
FAILURE Mode and Effect Analysis for a Paint Company
| Failure modes | Severity (Rate 1- 10) 10 most severe | Probability of Occurrence (Rate 1- 10) 10 highest probability | Probability of Detection (Rate 1- 10) 10 lowest probability | Risk Preference Number (RPN) |
| Selecting the wrong paint color | 6 | 4 | 6 | 144 |
| Paint doesn’t last long | 8 | 7 | 5 | 280 |
| Strong paint smell | 4 | 8 | 4 | 128 |
From the table above, you can see how potential failures have been identified, and RPN arrived at. Therefore, an RPN of 280 should be the first to be addressed.
FMEA Examples
FMEA example for PPT
FMEA example for excel
FMEA analysis for PDF
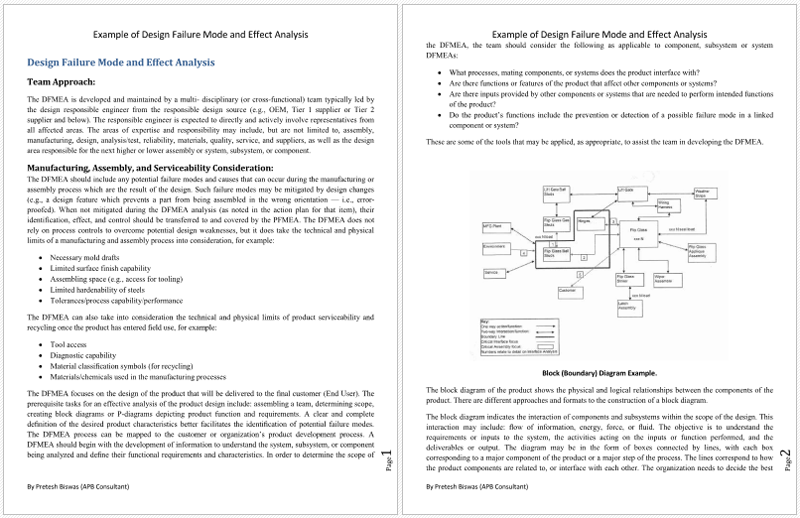
Design FMEA example
Process FMEA example
Summary
Failure Mode and Effect Analysis is a model that is beneficial to most manufacturing and production companies. It helps minimize the occurrence of product or process failure hence saving the company a bad reputation, cost of production, and delayed production.
About This Article










{kind=link}